Serviço para os Impressores
Um Manual de Conversão

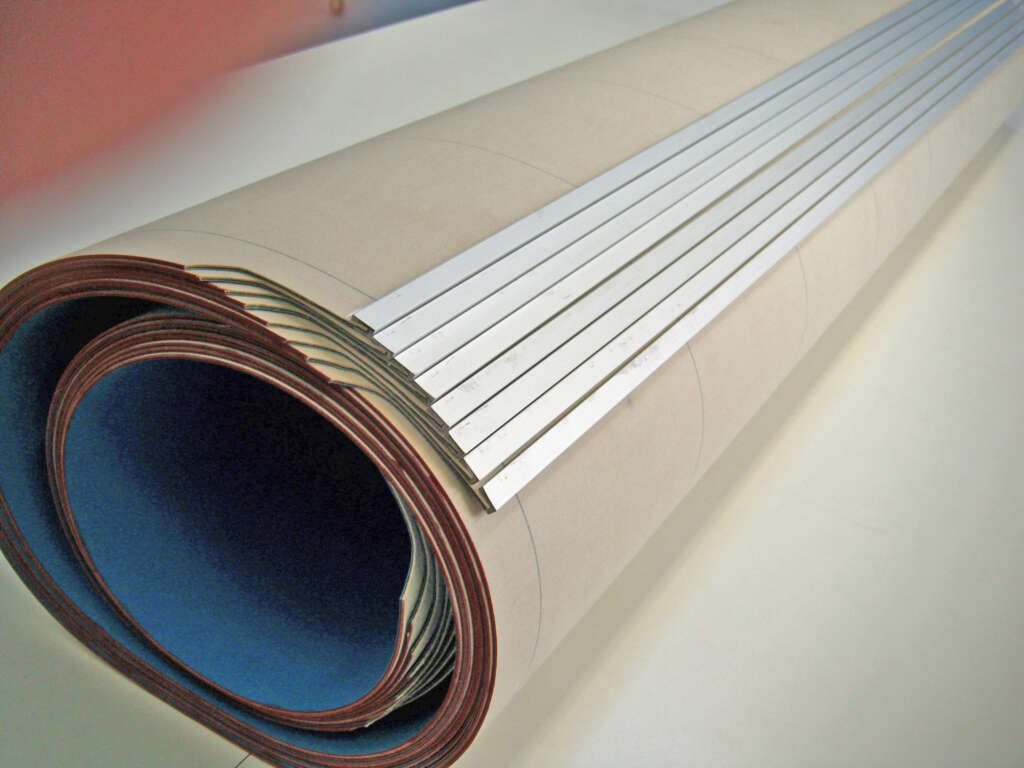
A Produção de Blanquetas com Barras
As Blanquetas com Barras devem ser produzidas tendo em conta alguns conceitos fundamentais:
A geometria de um formato tem que ser mantida na mais estricta coerência com a sua tolerância de espessura.
É apenas bom senso que desde o fabrico de cada lote e ao longo de todo o processo de conversão, armazenagem, montagem no cilindro e ciclo da vida útil de impressão, a esquadria dos formatos e as suas tolerâncias de espessura (incluindo as das camadas) têm que emparelhar do modo mais perfeito possível com a tolerância da espessura especificada no projecto da blanqueta.
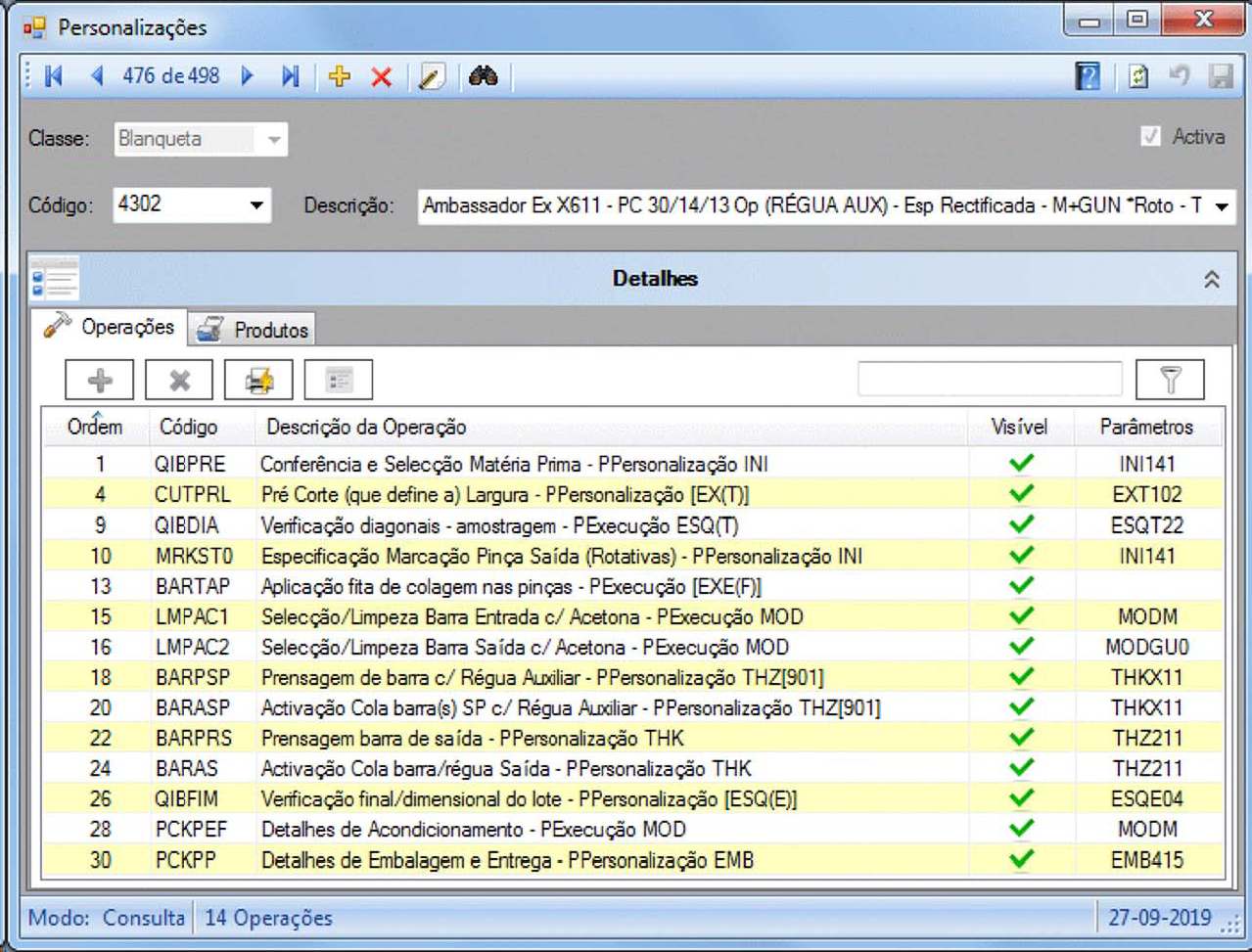
O Sistema IberoWIN de Conversão é uma aplicação de software específica que a faz a gestão, até ao mais ínfimo detalhe, da actividade do Conversor de Blanquetas, desde as especificações do modelo e compras de matérias primas até à dos formatos prontos a usar, de acordo com as mais exigentes necessidades e preferências do impressor.
Um Manual
No Menu de Produção está incluído o Manual de Conversão IberoWIN, onde uma exaustiva gama de “execuções tipo” são moldadas de modo interactivo de acordo as especificações do modelo de prensa mais os (cada vez mais frequentes) detalhes particulares daquela máquina em particular e são ainda “personalizadas” para satisfazer as necessidades, preferências, requisitos de armazenagem e de logística do impressor.
Cópias desta Aplicação, que estabelece Novos Padões of Profissionalismo e de Eficiência na Conversion de Blanquetas para Impressão Offset podem ser obtidas da Deltatec – Tecnologias de Sistemas, Lda. Ler mais
As Instruções contidas neste Manual traduzem o conhecimento único adquirido durante 30 anos de contacto constante com as oficinas de impressão e de conversão de blanquetas, devidamente suportado pelo trabalho Laboratorial persistente de ensaio e de pesquisa.
Estamos simplesmente levando à Comunidade de Impressão de Máquinas Planas os melhores procedimentos disponíveis que tornam possível aos impressores de rotativa bem sucedidos trocar de blanquetas muito poucas vezes.
Fundamentos de Corte
Fundamentos de Corte – Uma vez mais é preciso não esquecer características básicas inerentes aos materiais:
Algumas das tensões internas acumuladas durante o processo de produção serão aliviadas durante a vida útil da Blanqueta.
Um corte linear feito em material de blanqueta produzirá dois bordos distorcidos.
A importância da distorção das arestas cortadas, depende das tecnologias usadas pelos fabricantes do tecido e da blanqueta, respectivamente.
A distorção é facilmente mensurável nos bordos que definem o comprimento do formato.
A menos que se tomem medidas correctivas, as barras serão aplicadas em bordas ligeiramente convexas.
A montagem de barras ficará assim precária e o resultado é certamente impreciso.
O desempenho Web é particularmente sensível à esquadria do formato e ao paralelismo entre barras.
Mas não existe nenhuma razão válida para que o desempenho em máquinas de folha deva ser imune a uma geometria deficiente do formato.
A lâmina permanente de corte percorre sempre o mesmo curso.
É assistida electronicamente para assegurar reação mínima da blanqueta.A área de Blanqueta adjacente à operação de corte é devidamente confinada, reduzindo assim de modo efectivo o movimento da blanqueta e a distorção.
A posição do batente, a toda a largura, é assegurada com precisão a partir de ambos os lados da mesa de corte.
Um feixe laser controla o seu paralelismo exacto em relação à linha de corte.
O corte laser, muito eficiente, foi ensaiado mas desconsiderado por razões ambientais.
Os Métodos de Corte
Os Métodos de Corte adoptados decorrem das diferentes especificações de tecidos e técnicas de produção usadas pelos vários fabricantes.
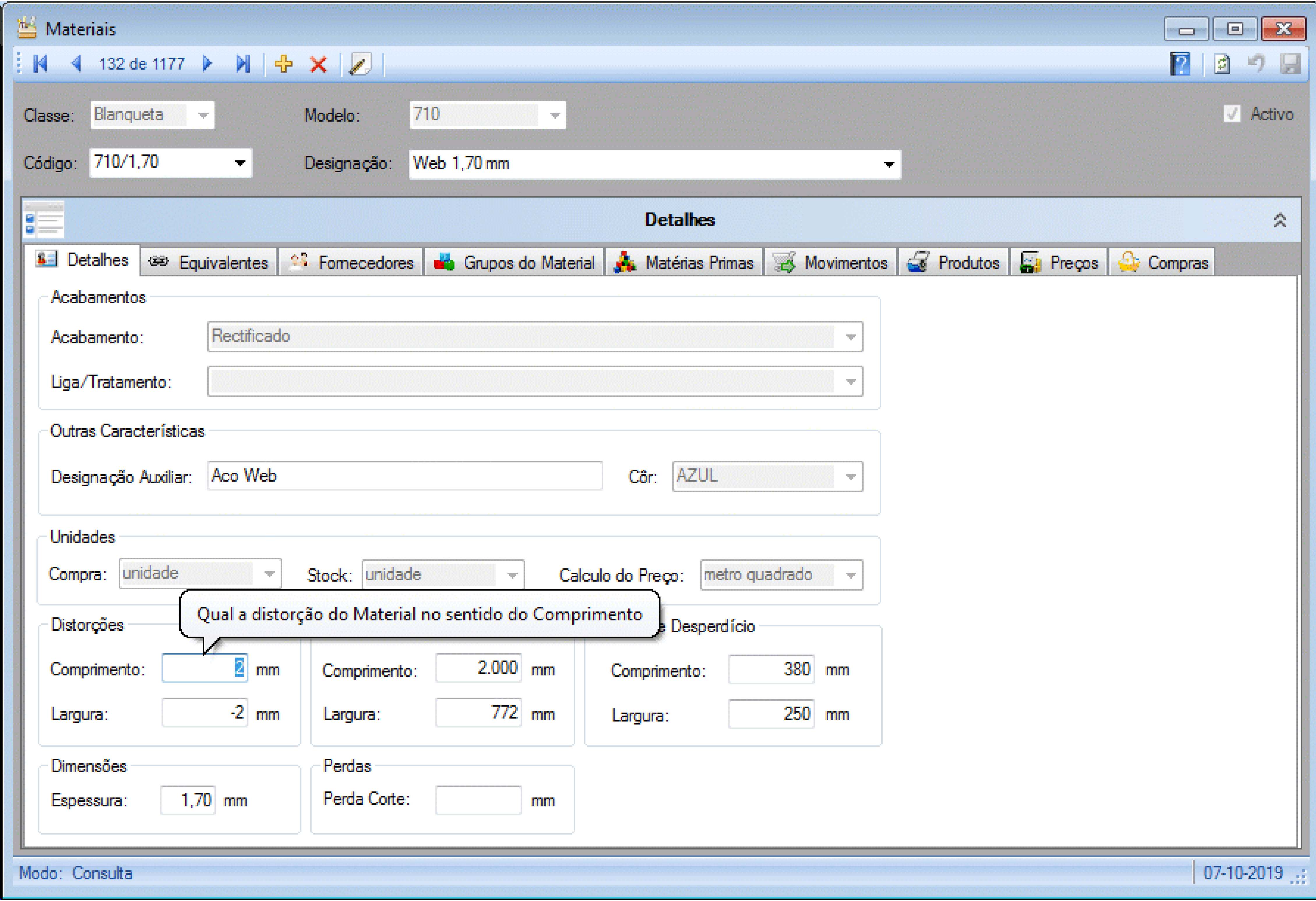
Cada modelo de blanqueta tem valores de distorsão pré-determinados e incluídos na sua ficha de especificações.
Estes valores são automaticamente considerados, permitindo assim obter as dimensões exactas de cada formato.
Antes da aplicação de barras, cada formato Web é obtido em duas etapas:
Dois cortes simples definem numa primeira etapa as dimensões aproximadas do formato.
Num estágio ulterior extraem-se pequenas aparas, em quatro cortes adicionais, para levar o formato às dimensions finais.
A Linearidade e a Esquadria
As imagens seguintes e respectivas instruções escritas ilustram o processo de conversão de blanquetas.
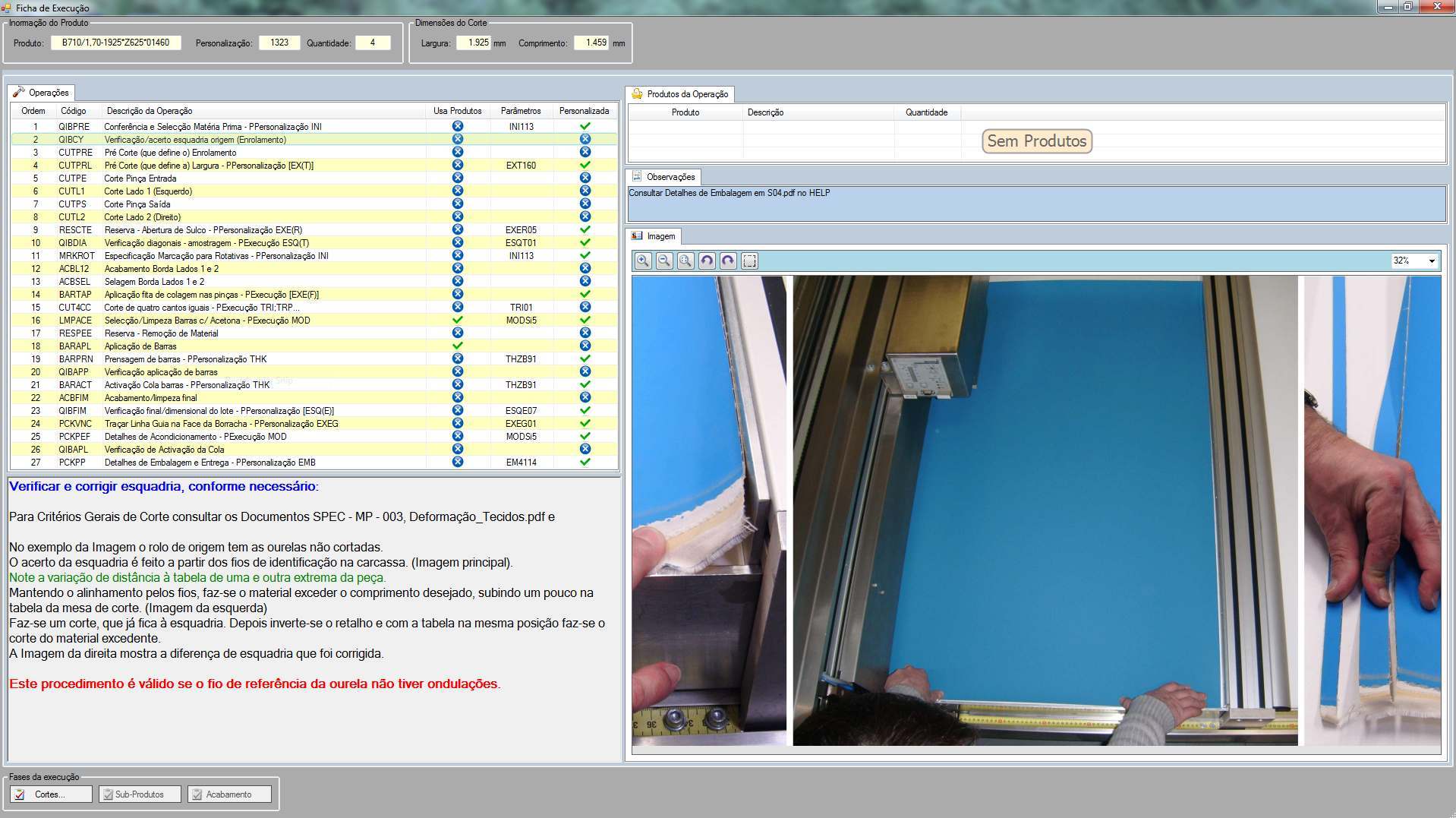
Procedimento para corrigir a falta de linearidade e esquadria da borda de alimentação do rolo.
Verificação se a sequência das arestas formam ângulos rectos perfeitos.
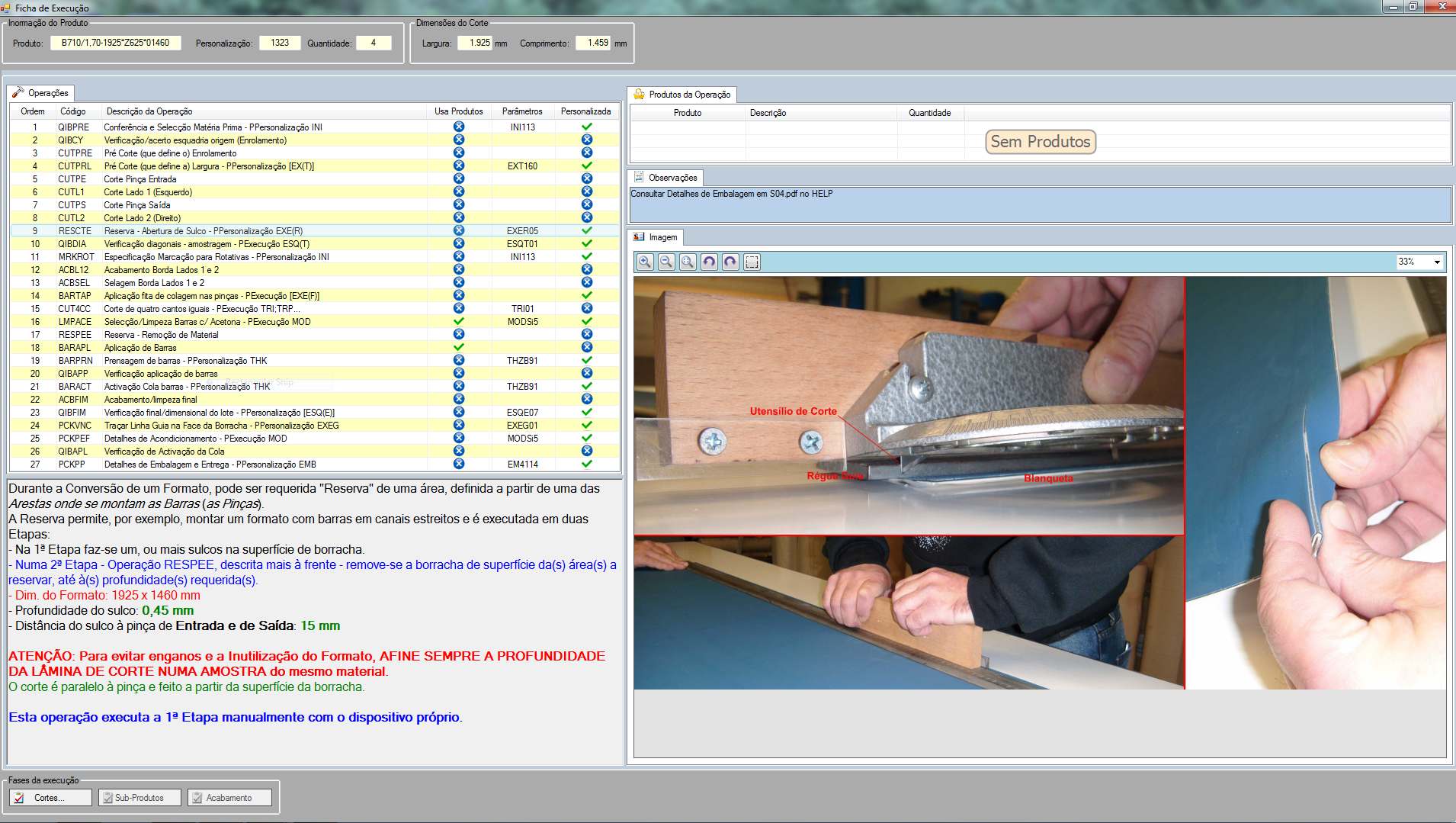
Corte de sulco com profundidade exacta, a definir uma futura área de reserva.
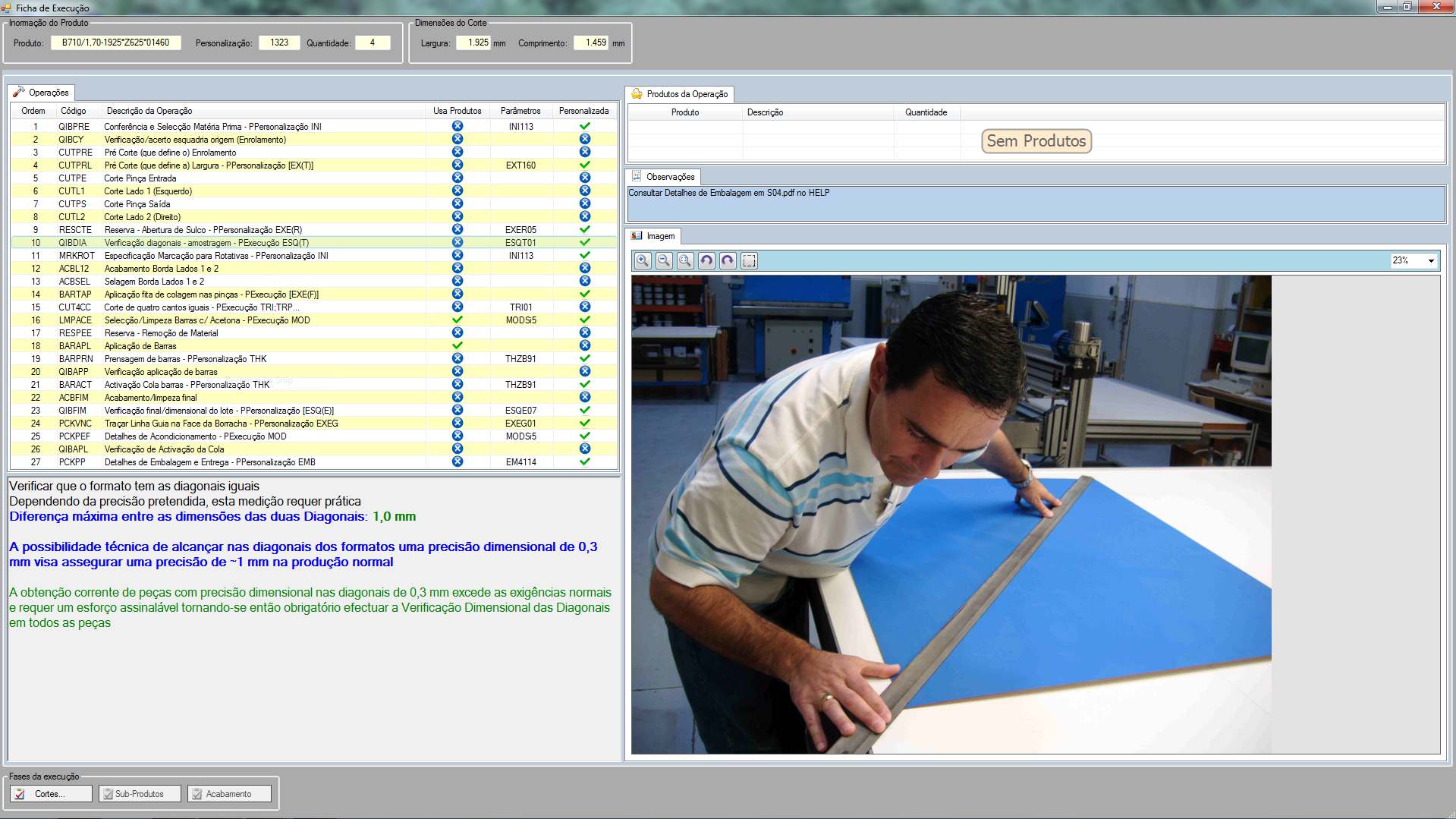
Controlo de Qualidade em-linha da esquadria de um formato, antes do corte de cantos e da aplicação de barras.
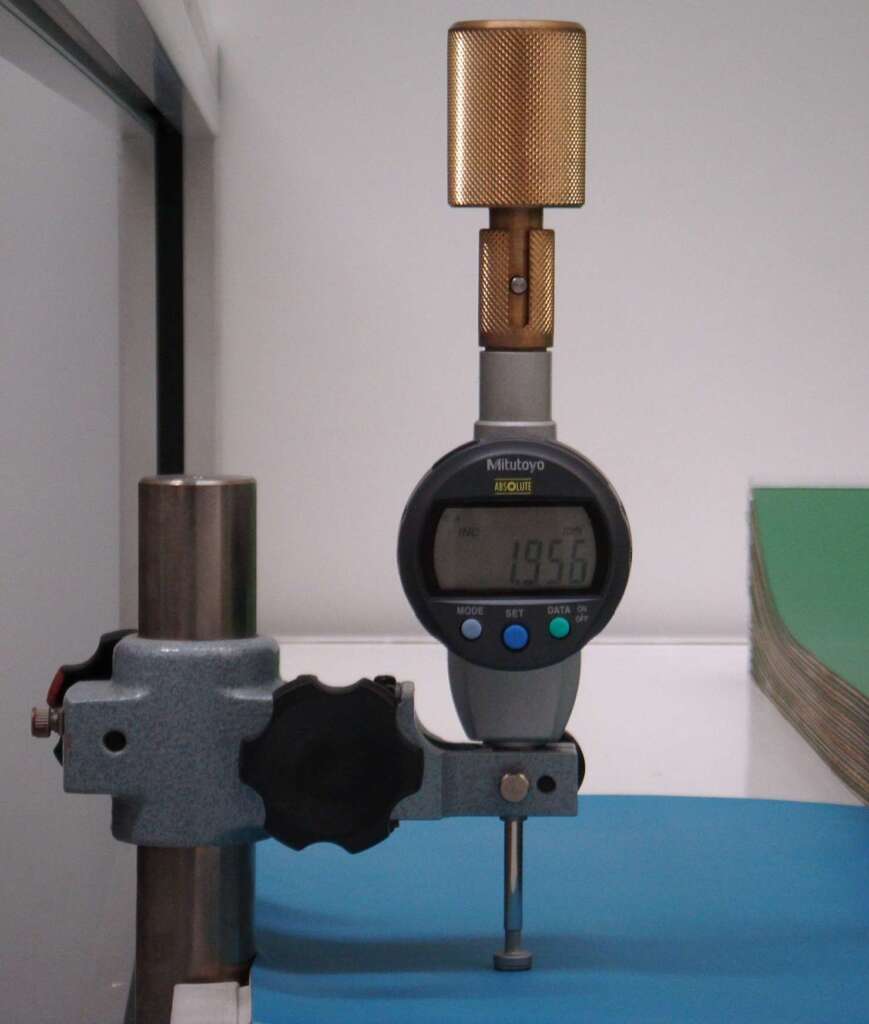
Quando todos os parameters são optimizados, as dimensões das diagonais podem variar dentro de uma tolerância de apenas 0,3 mm.
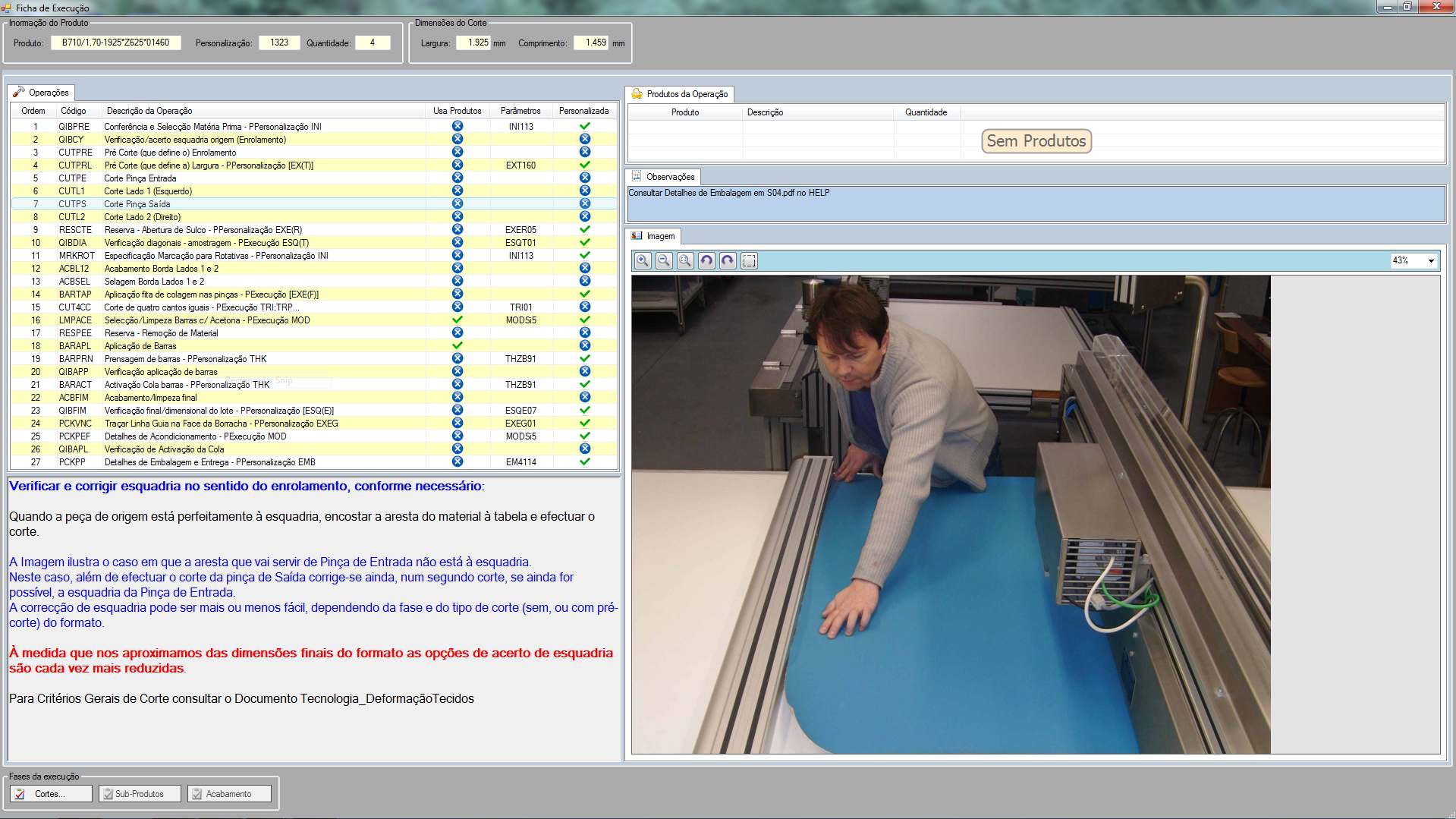
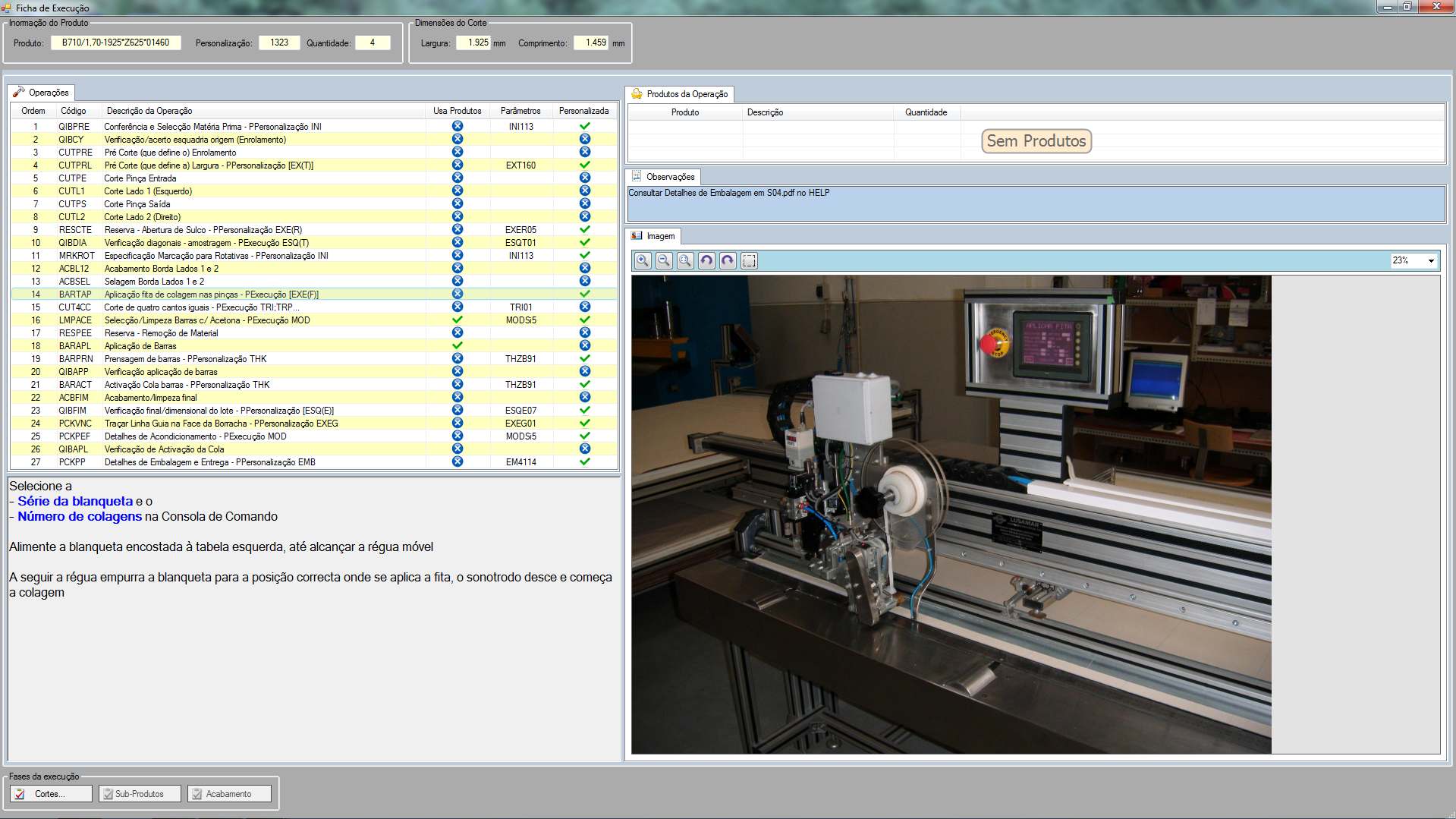
A Pinça de Entrada
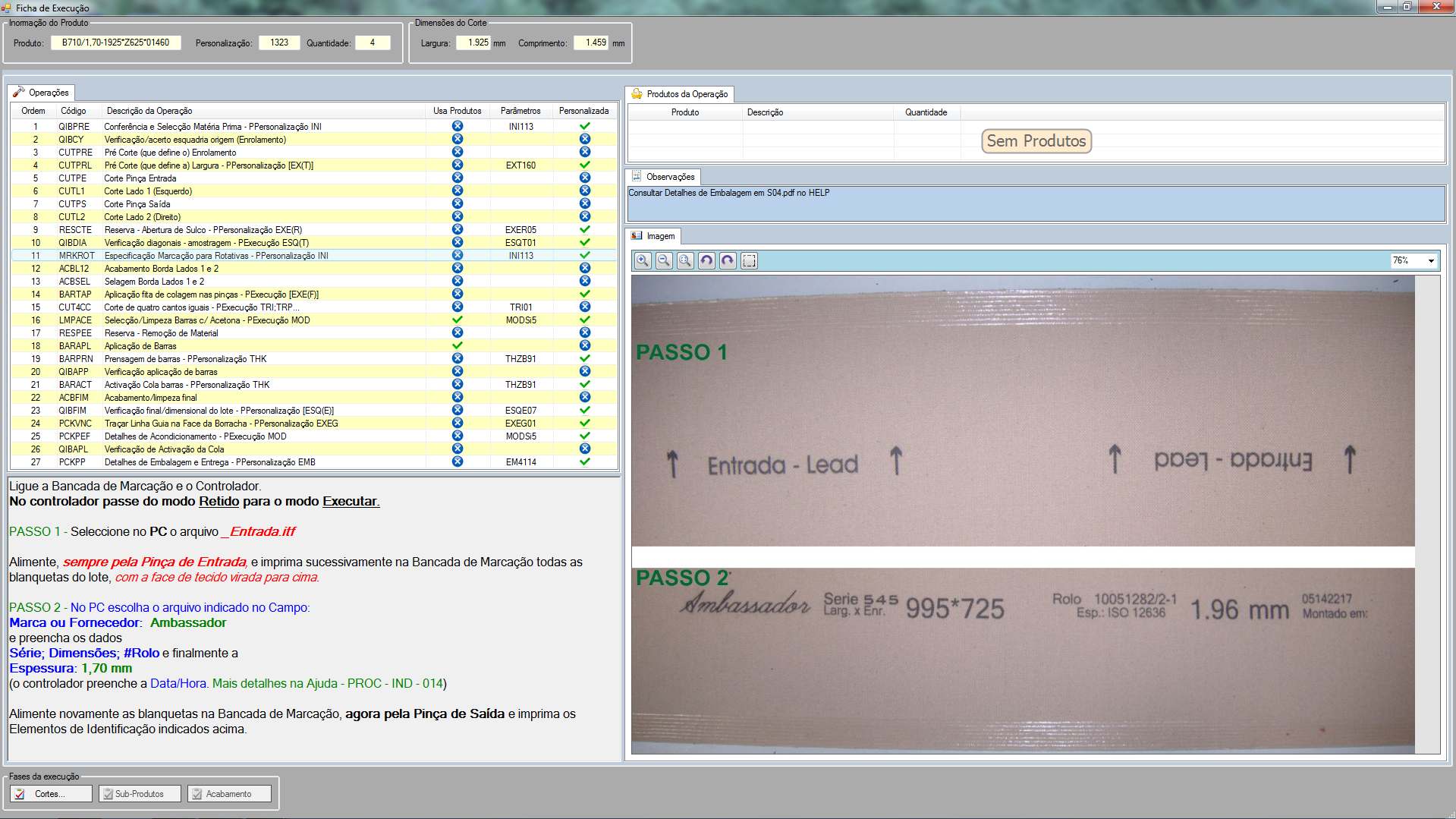
Quando as pinças de entrada e de saída usam o mesmo modelo de barra, os formatos web levam a pinça de entrada devidamente identificada.
As multinacionais de Metalgrafia estão já a aderir ao processo para obter imagens mais limpas.
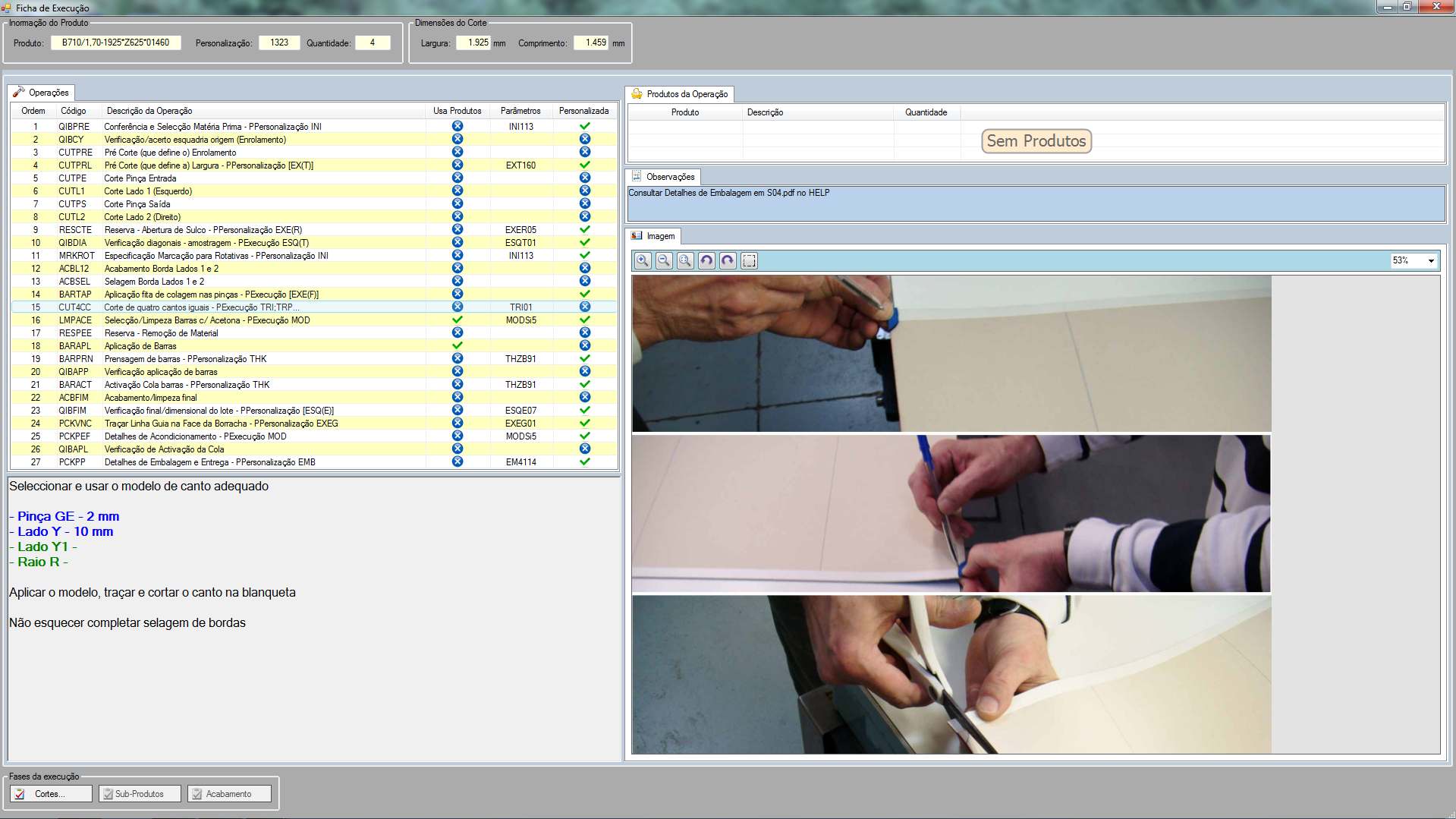
Dados para aparar os cantos e sequência de corte.
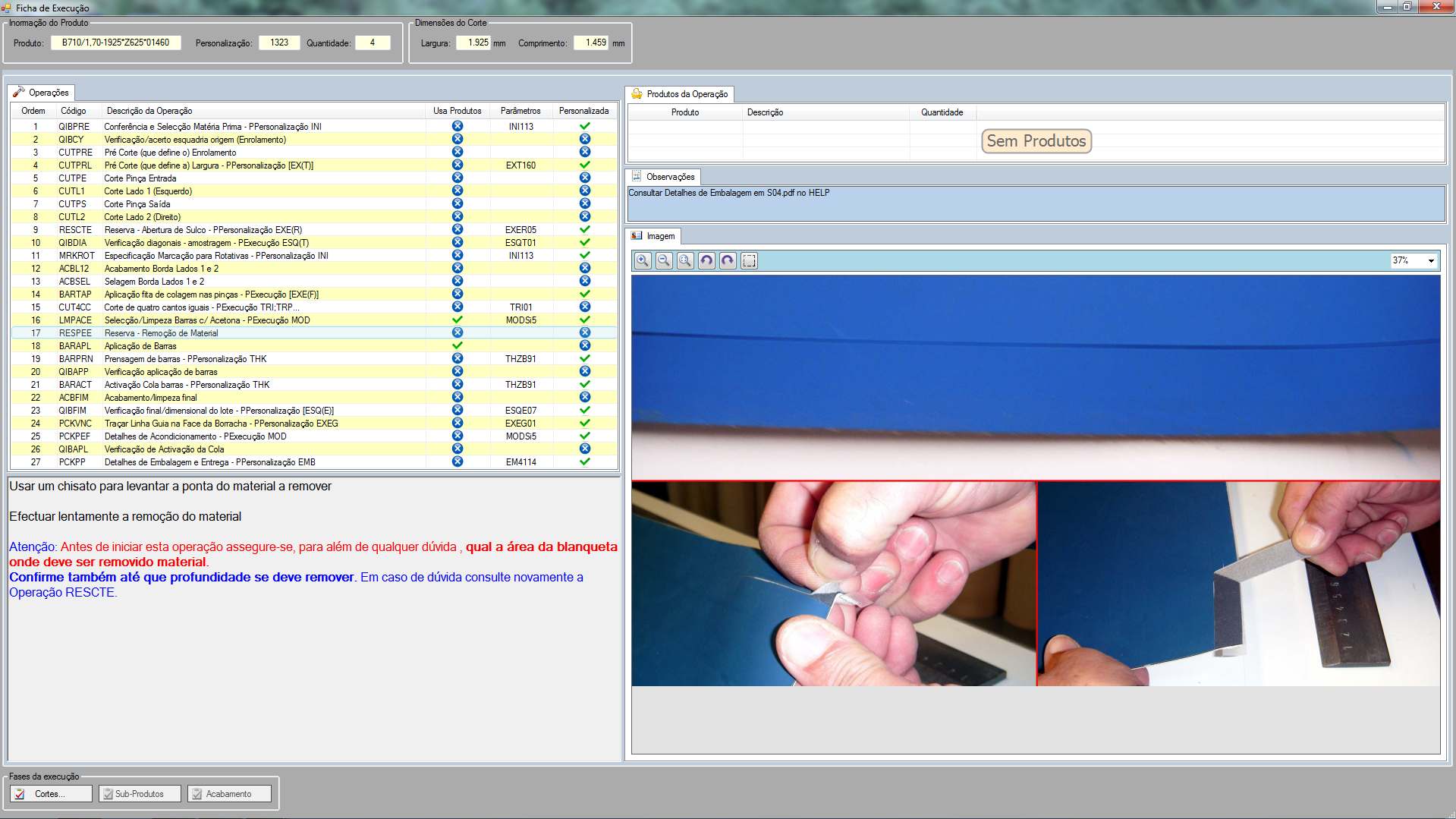
Depois da aplicação da cola sólida, segue-se a remoção da área indesejada de borracha de superfície.
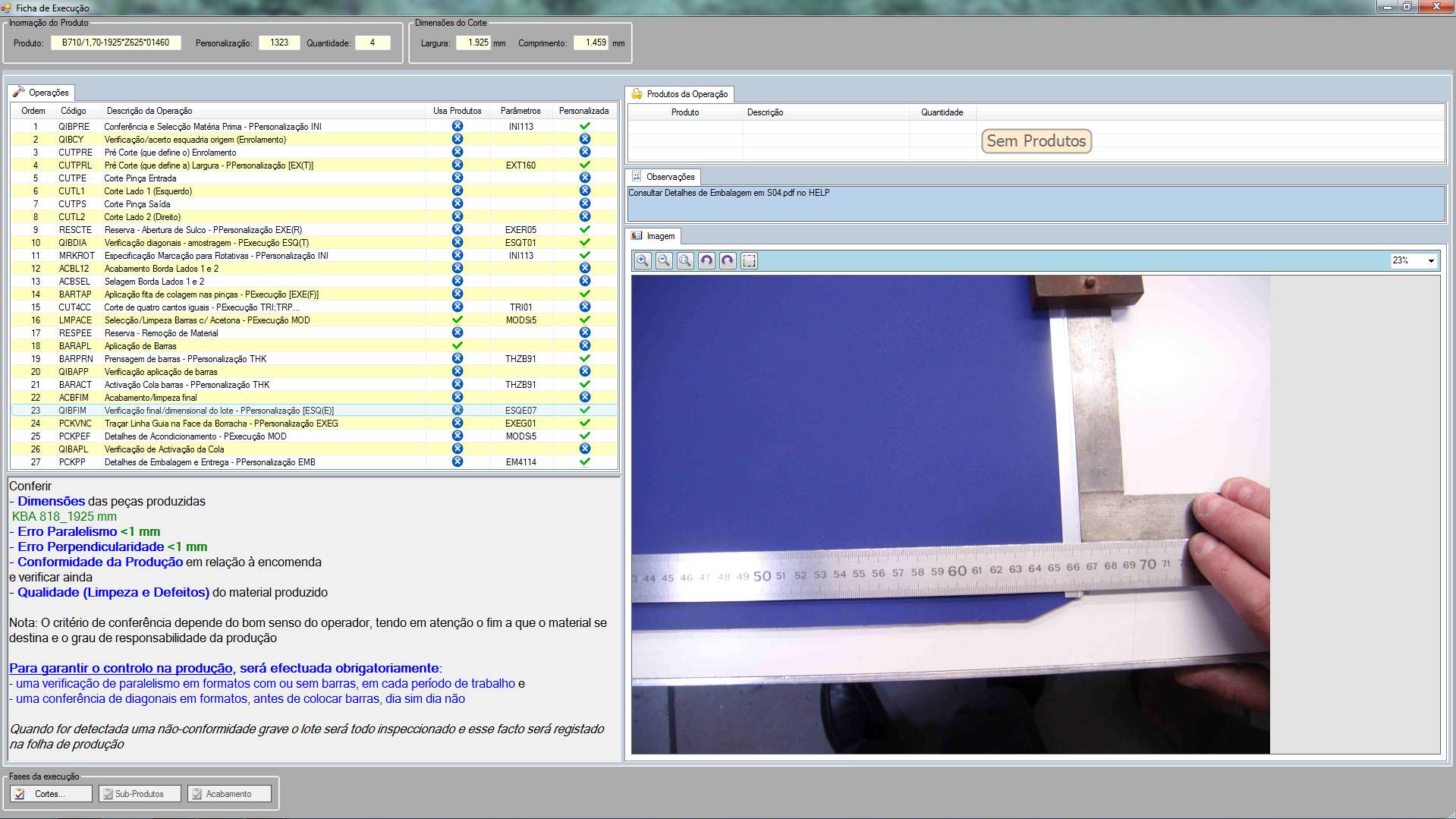
Verificação final de esquadria antes de iniciar o procedimento de embalagem.
As Linhas Guia
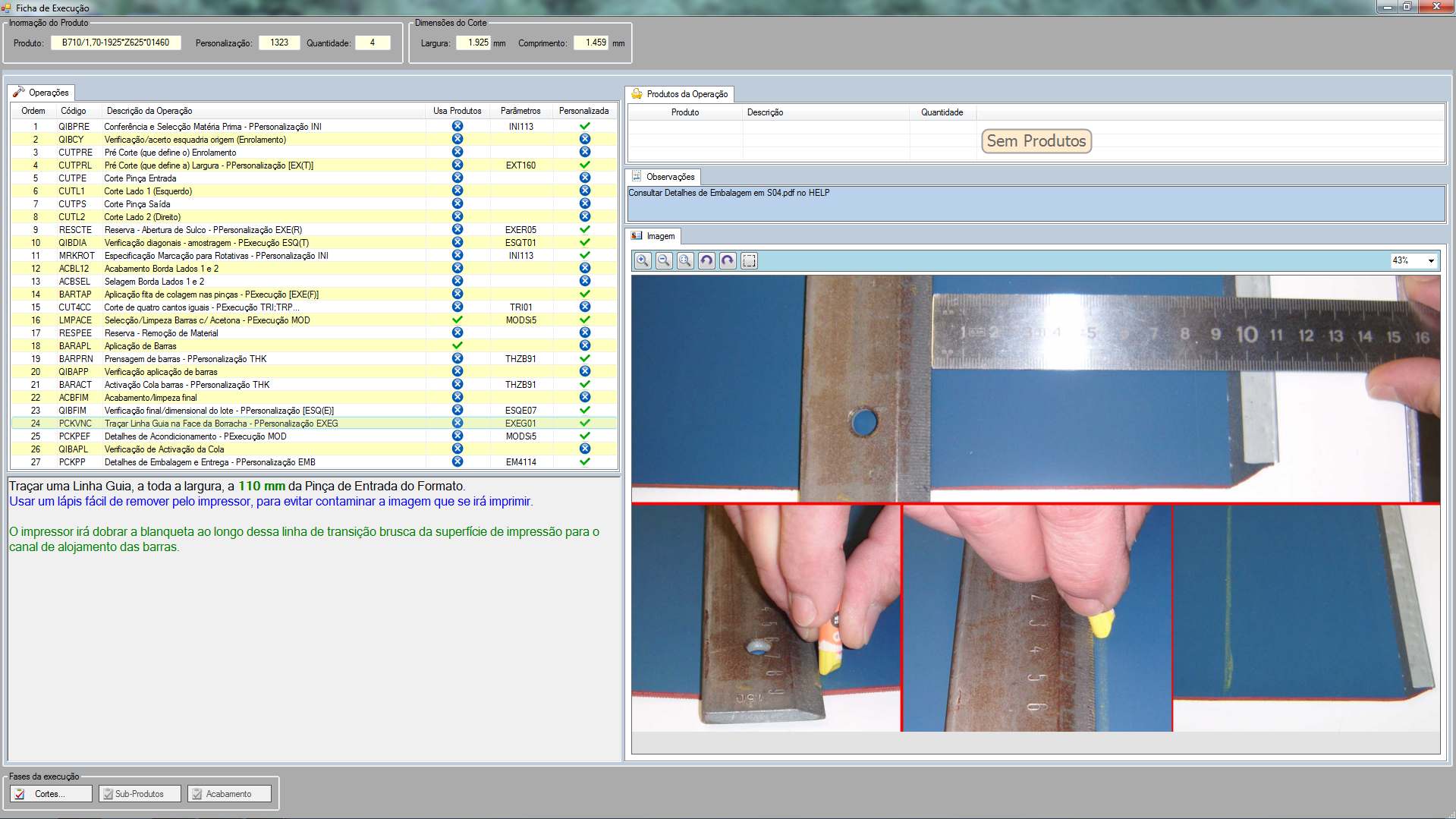
É traçada uma linha de guia para definir a distância exacta de dobragem numa rotativa de canal estreito.
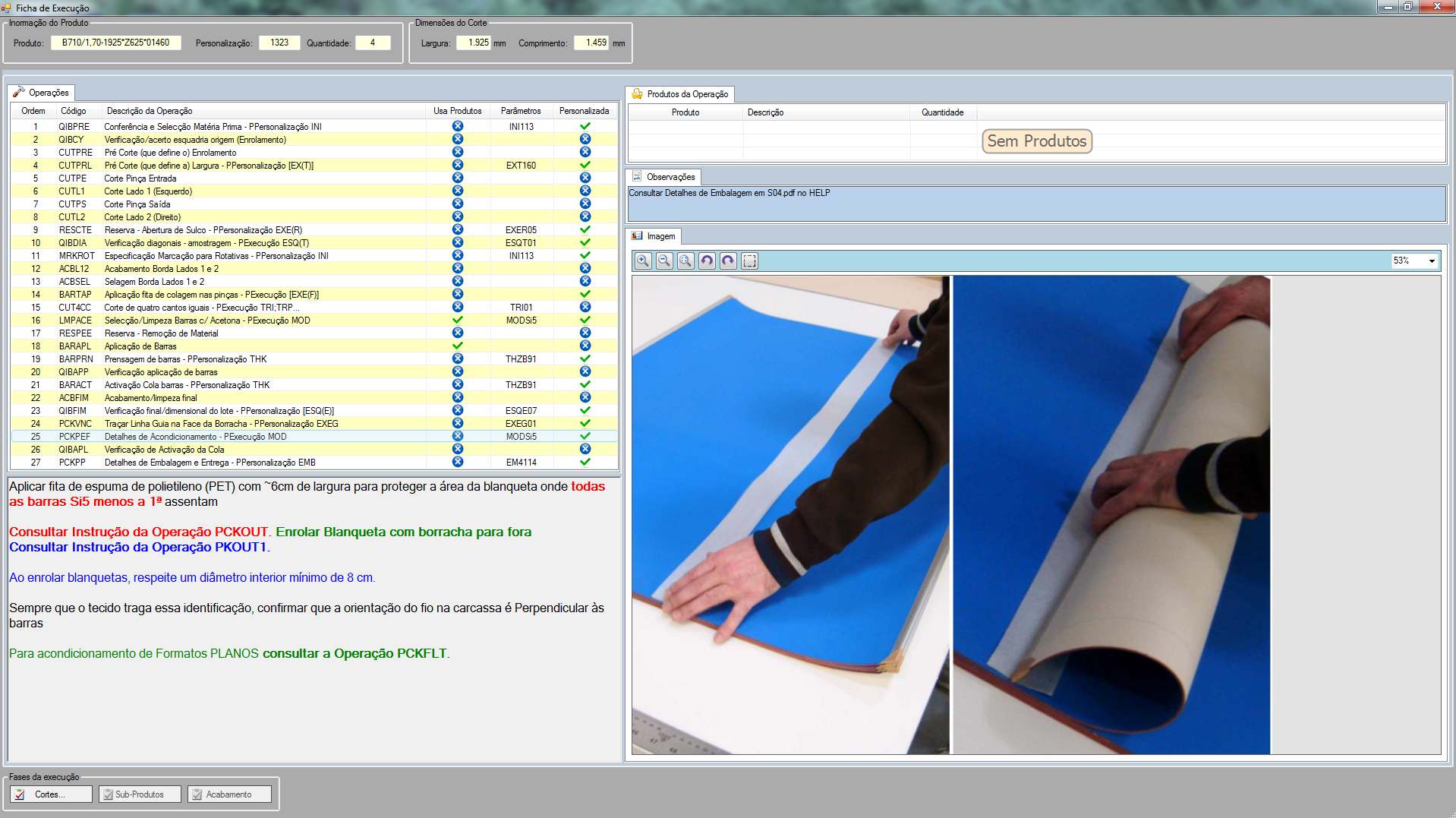
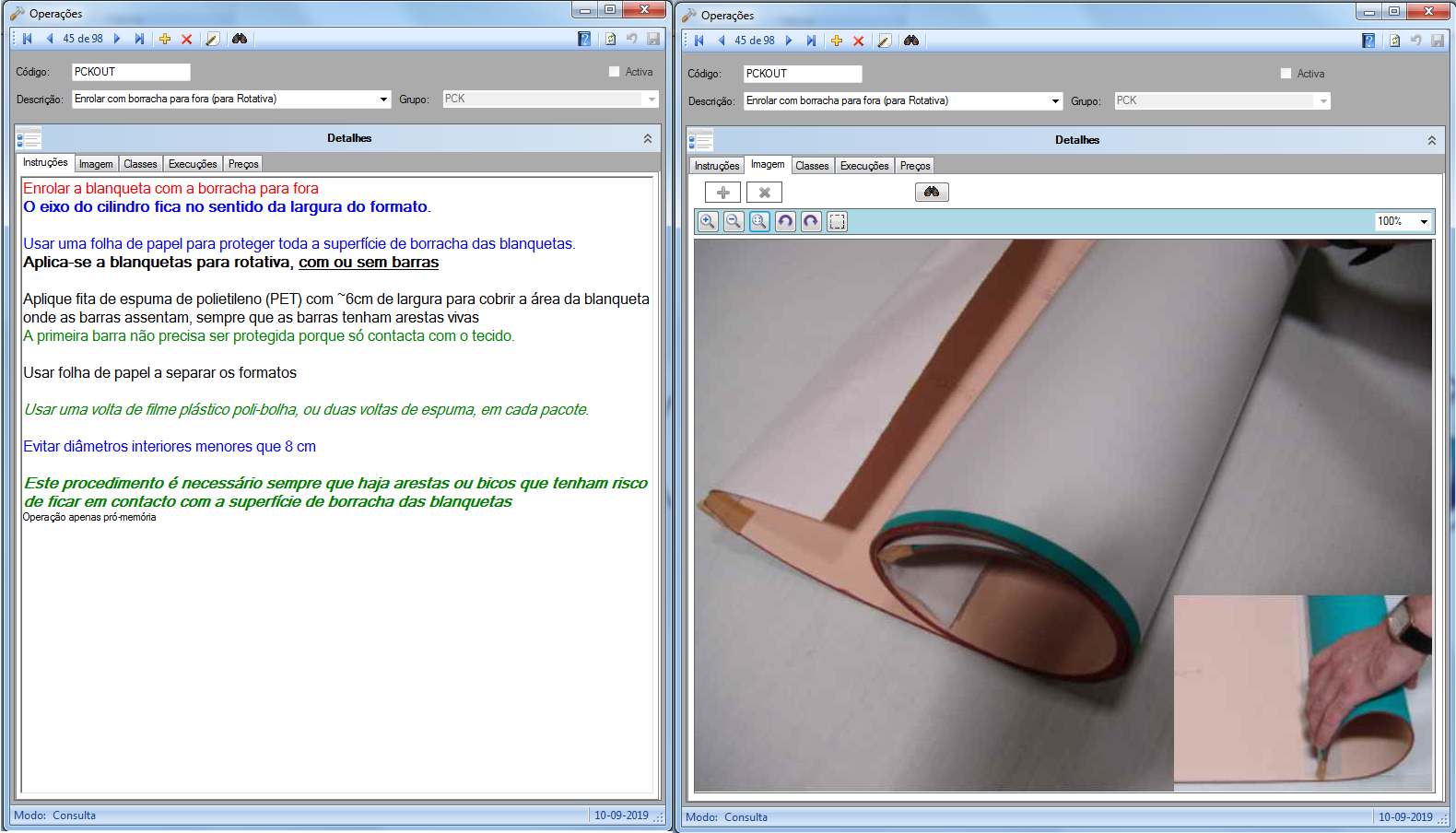
A foto ilustra a instrução padrão de condicionamento de blanquetas para máquinas planas.
As notas escritas recordam ao operador eventuais recommendações extra.
- As Instruções detalhadas estão contidas em PCKOUT – o standard para blanquetas web.
- No caso presente é ainda aplicável o procedimento particular ilustrado em PKOUT1.
A nossa Operação de Conversão assenta no SISTEMA DE BARRAS IberoWIN.
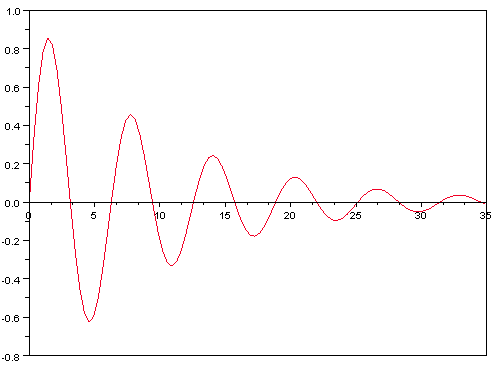
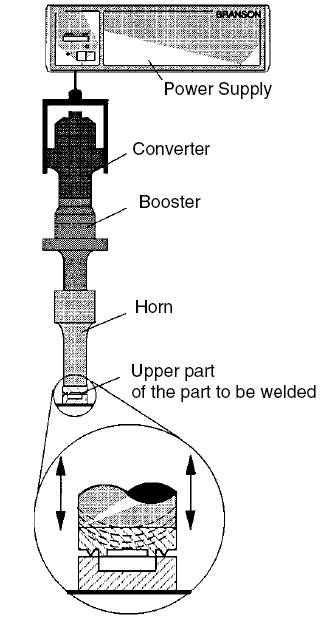
O uso diário de cola sólida fornece evidência prática adicional da importância do comportamento oscilatório das blanquetas. De facto, cada fabricante de blanquetas acaba por estabelecer o seu padrão de tolerâncias de produção.
Um método inovador de colagem denuncia prontamente qualquer variação significativa entre lotes de produção, obrigando a ajustes de parâmetros do software.A facilidade de montagem de barras permite uma precisão adicional de geometria. Em conjunto com a Eficiência da Cola à Prova de Choque, garantem uma solução que excede, em muito, os factores de segurança recomendados.
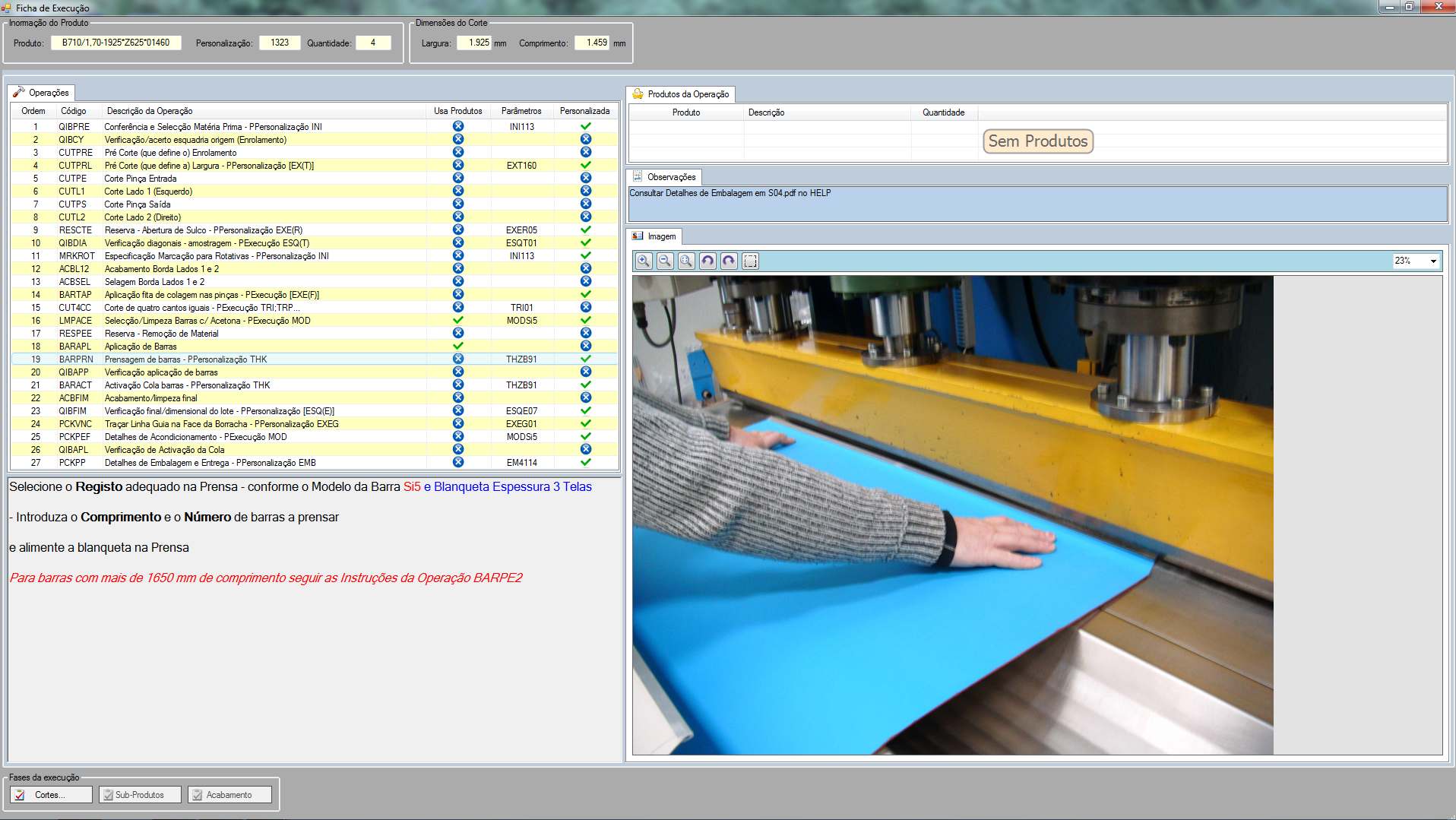
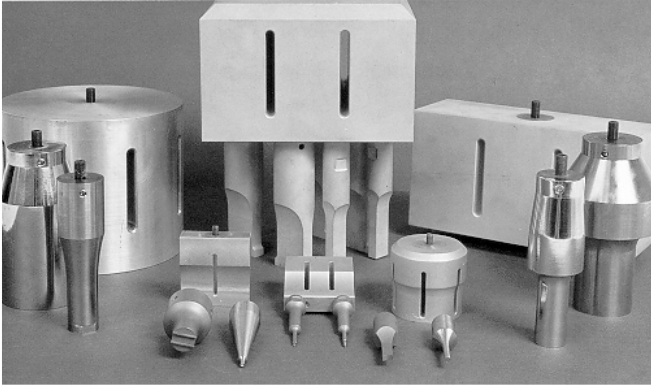
A prensagem de Barras é efectuada numa prensa hidráulica especialmente construída para o efeito.
O melhor conjunto de parâmetros é determinado para cada modelo de barra e espessura de blanqueta.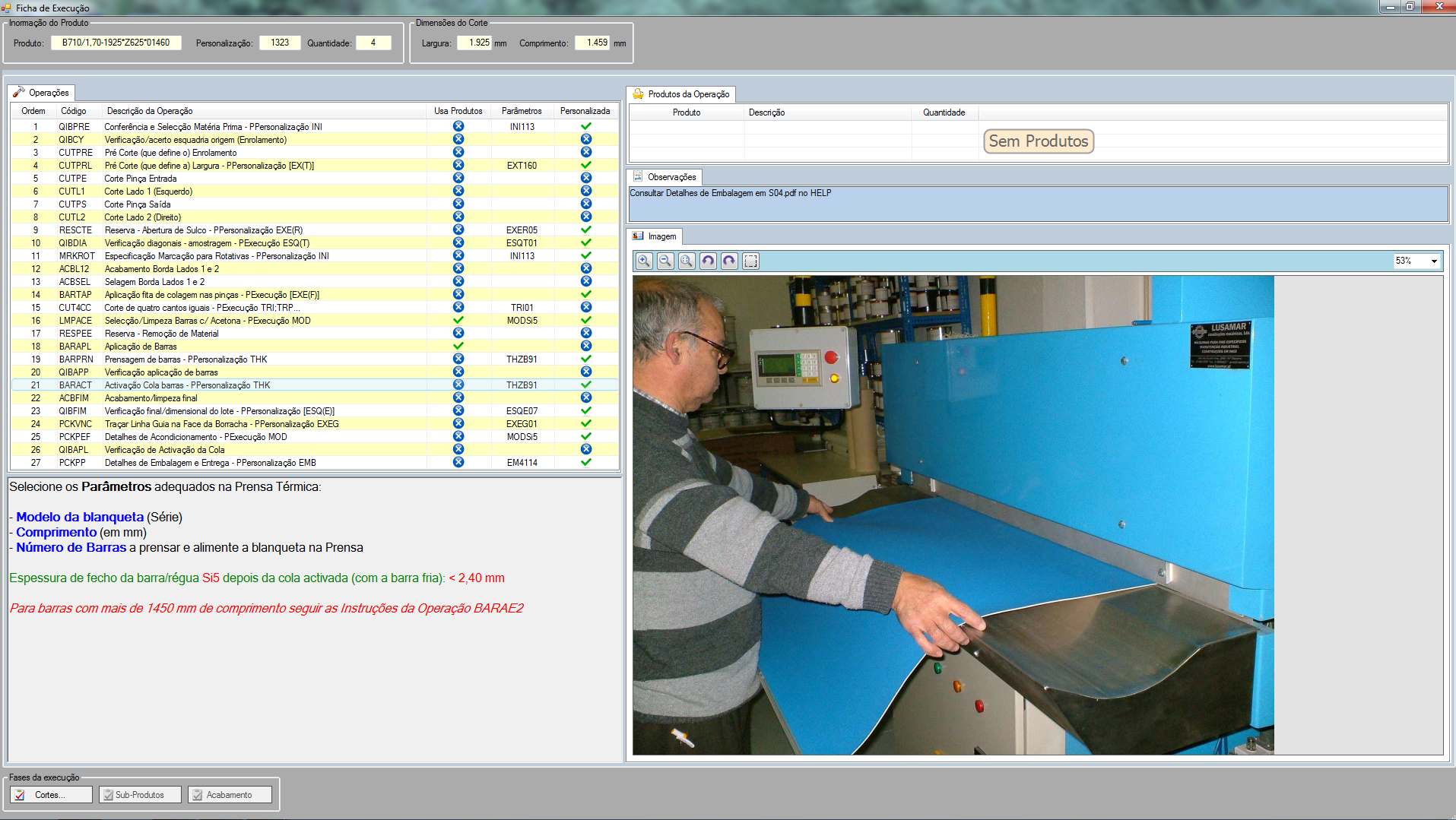
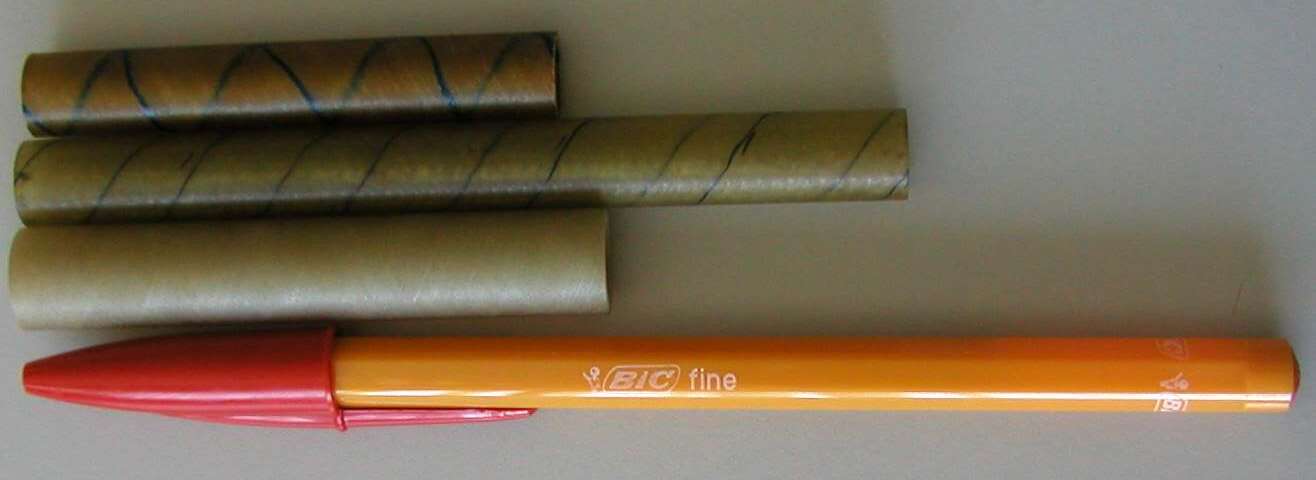






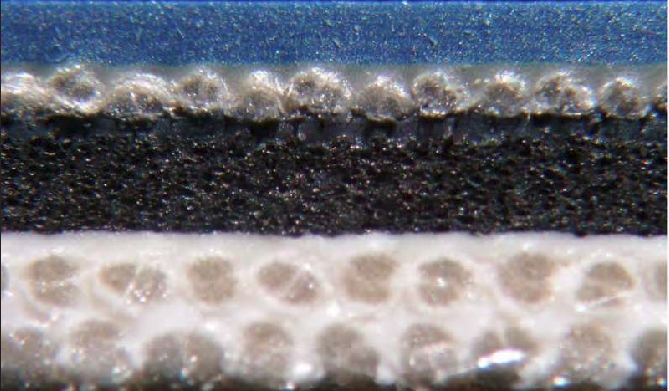




 Estrutura da Secção e Textura da Superfície da Blanqueta Série 710/1,70 mm.
Estrutura da Secção e Textura da Superfície da Blanqueta Série 710/1,70 mm.